
传真:0515-82336208
邮箱:tianyuan@jstyndt.com
地址:江苏省射阳县发鸿街300号
天源全自动磁粉探伤机行业领先
点击数:2669发布:2018-10-12 来源: 探伤机_磁粉探伤机_退磁机_射阳县天源探伤设备制造厂
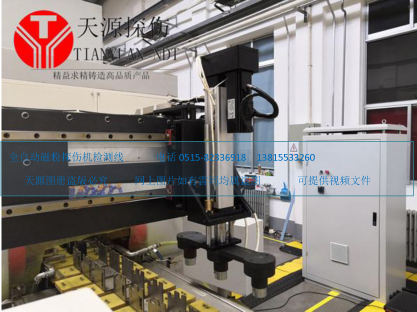
天源这款全自动磁粉探伤机已交付铁道部门使用,性能优越。全自动磁粉探伤机系列目前处于研发阶段,天源这款全自动磁粉探伤机是一款成功先例,位于磁粉探伤机行业先进水平,欢迎来电咨询服务,全自动磁粉探伤机可提供视频文件。
下面天源来介绍下这款全自动磁粉探伤机。

1.主输送线:
1)结构:由伺服电机、减速机、链轮、不锈钢链条、带密封的不锈钢轴承、涨紧轴承座、探伤零件工装等。
2)工作原理:主输送线输送方式为链轮链条传动,通过伺服电机减速机驱动,主输送线共两条链条,链条上表面装有各种零件复合材料的工装,可保护零部件表面,待探伤零件两放在工装上;链条上装有多种工装,每种工装适应不同的零件。
3)动作:步进式动作,待每个工位都完成工作后同时步进。

2.上料工位:
1)结构:由料盘、上料机器人、图像识别系统、工装等组成。
2)工作原理:将料盘放置机器人抓取范围内,机器人具有自动识别功能,可根据零件类型自动抓取零件,放置到传送线相对应的工装上。实现自动上料用,机器人可根据零件类型自动更换夹具。
3)动作:图像识别系统先识别零件类型,然后启动相应的程序把相对应的零件工装停到上料工位上。
3.前处理工位:
1)结构:由床身、滑台、多轴箱、吸尘器、护罩、机械手等组成。
2)工作原理:零件通过输送线传送到工位预定位置,传送线停止,机械手抓取零件然后放置到前处理工位上进行对零件表面的锈蚀和油脂等。
3)分两次动作:第一次动作:接收图像识别的信号根据零件类型左右滑台移动,根据事先编好的程序按照零件的尺寸做相应的移动,左右滑台分别由独立的伺服电机控制和限位开关保护。第二次动作:等待机械手把相应零件抓取到此工位,进行夹紧和3次啊旋转。夹紧由带磁环的气缸和伺服电机控制。
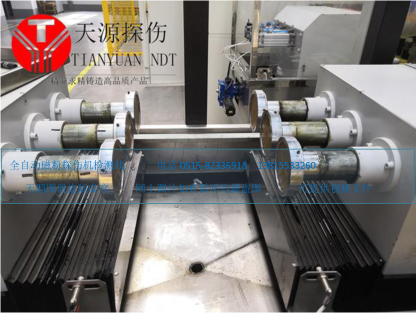
4.探伤设备工位

1)结构:夹持系统、磁化电源系统、电器控制系统、磁悬液喷淋搅拌及过滤回收系统、荧光装置系统等几大部分组成。
2)工作原理:该设备采用机电分立式结构,复合磁化技术,电极电动夹紧,尾架电动调节,两只串联的纵向磁化线圈分别固定在电极箱上,右侧一只磁化线圈随移动电极箱移动。
3)分两次动作
第一次动作:按照零件类型进行初定为。
第二次动作(分两步):
第一步对零件进行磁化和喷淋。
第二步图像检测。
5.旋转观察伤设备工位:


1)结构:夹持系统、电器控制系统、机械手系统、暗室、图像采集系统等几大部分组成。
2)工作原理:该设备采用机电分立式结构,气动夹紧,尾架电动调节,机械手随多轴夹紧箱移动。
3)分两次动作
第一次动作:按照零件类型进行初定为。
第二次动作(分两步):
第一步对零件进行夹紧旋转。
第二步图像检测。
6.人工二次判断工位:

1)结构:由支架、荧光灯等组成。
2)工作原理:零件沿输送线运送到此工位,停止后根据实际要求进行二次判断另加探伤结果。
3)动作:步进式动作,接收不合格零件信息后讲不合格零件剔除后待每个工位都完成工作后同时步进。
7.退磁工位:
1)结构:由线圈、退磁控制系统等组成。
2)工作原理:衰减式自动退磁
3) 此工位不需要停止,可在工件传送期间自动完成。
4)总功率:最大瞬时功率不超过20Kw。
8.激光打标工位:

1)结构:由床身、滑台、机械手和激光打标系统组成。
2)工作原理:零件沿输送线传送到此工位,停止后按照标号内容对零件进行打标。
3)分两次动作
第一次动作:接收图像识别的信号根据零件类型激光打标机定位,根据事先编好的程序按照零件编号进打标,然后对探伤结果进行打印,分别由独立的控制系统。
第二次动作:零件在此工位停止后对探伤零件进行打标。
9.下料工位:
1)结构:由下料工装、下料机器人、下料盘、图像识别系统组成。
2)工作原理:完成探伤线的下料,在此工位停止后机器人根据图像识别系统,按顺序将零件摆放到盘上,完成下料。

10.总控制台:

天源这款全自动磁粉探伤机检测线是一款高精度自动化,智能化、多功能的探伤设备,整个工艺流程全部由伺服控制,只需一人操作,整条线全长13米,由上下料机器人、主输送线、上料工位、前处理工位、探伤工位、观察工位、二次人工观察工位、退磁工位、打标工位、下料工位组成。全自动磁粉探伤机目前在国内位于行业领先地位。